
防腐抽油杆、抽油管
在我国,抽油泵采油井占机械采油井的90%以上,油管和抽油杆是采油所必备的。据统计,在众多的石油开采方式中,抽油泵油井中油管失效率最高。油管的失效是造成抽油井检泵的主要原因之一,油管腐蚀穿孔和杆状偏磨或断裂事故在我国各油田发生极为频繁。全国每年这项经济损失达上亿元。我国目前各油田都有大量已用过的油管在服役。这样油管内外壁的腐蚀坑孔等局部缺陷、内壁杆状磨损和内外壁大面积腐蚀引起的壁厚减薄缺陷就是造成油管失效的主要原因。
我公司经过多年与国内外著名工程研究院的合作,研发成功了防腐抽油杆、抽油管及使用技术,经鉴定可以有效解决长期困扰油田频繁更换抽油杆、抽油管的难题。同时实现了大幅度降低油田抽油成本。
商品描述:抽油杆、管专用超高分子量聚乙烯及抽油杆、管热喷浸涂
设备设计目标:
A、 设备投资控制在120万元以内;B、设备生产的消耗:人工每班6个以内,电耗200千瓦以内(含预热炉、流平炉电耗),C、设备维护消耗每月不超过3000元;D、设备效率:最高产量1根管/50秒;E、设备使用年限:10年。
1、 涂层材料的选择
根据对国际和国内适应于钢管内外涂敷涂层材料的全面了解,结合经济、环保等因素,决定对抽油管、杆采用粉末涂层。根据对热固性粉末涂料和热塑性粉末涂料性价比的分析(见下表)。优选热塑性的超高分子量聚乙烯粉末作为涂敷层。
|
|
热固性粉末 |
超高分子量聚乙烯粉末 |
|
附着力 |
系极性材料、附着力优 |
原系非极性材料、附着力差但通过改性已完全改变 |
|
表面状态 |
硬脆、冲击性差 |
柔韧、冲击性优 |
|
耐化学性 |
耐酸、碱、盐腐蚀,但耐有机溶剂性差,特别是芳烃溶剂 |
耐酸、碱、盐腐蚀,耐化学性能优 |
|
防老化性 |
不耐紫外光、光照后易粉化,不能用于室外产品 |
耐热氧及紫外线老化,可作为室外工程粉末涂料应用 |
|
弯曲性能 |
不好,形变因脆性而断裂 |
柔韧性好,不因形变脆性而断裂 |
|
耐低温性 |
不好,低温脆裂 |
好。-260℃低温仍保持柔韧性能 |
|
卫生性 |
因其添加剂具有毒性,使涂层卫生安全性受到影响
|
无毒 |
|
加工性 |
采用静电喷涂或吸涂工艺可得薄涂层,成型时间长。 |
采用浸涂工艺可得到较厚涂层,成型时间短。 |
|
成本 |
略高 |
略低 |
又鉴于目前适用于浸涂工艺的超高分子量聚乙烯产业化国内尚属空白,特别是涂装在管道上的超高分子量聚乙烯更为急需。因此,我公司联合多数院校、工程研究院,通过多次试验开发,不断完善涂层方案,最终研发成功了适用于涂层的超高分子量聚乙烯及使用方案。
2、涂敷工艺的选择
国内外涂敷钢管、杆的生产工艺,分为静电喷涂、热喷涂、流化床浸涂。我们选择的热喷浸涂工艺就是结合国内外相关设备的优点,经过3年的探索,花费900余个技术工时,通过深入研究,对产品质量、运行成本、设备稳定性、投资规模、维护费用进行了多次测试和综合权衡后决定的。
3、热喷浸涂设备与常规浸涂设备的改进和安全稳定性优化
钢管内外热喷浸涂生产线是参照国外同类机组的基础上进行大量的成本压缩和改进优化,除钢管(杆)提放和成品捆扎,在钢管(杆)内外涂塑过程中采用自动涂塑,为产品质量提供了绝对保证。
3.1、我们设计制造的涂塑设备在功能上的优势是:
3.1.1、自动电路控制系统
3.1.2、传动电机可任意调速,“不要回到0位”并可频繁连续起动
3.1.3、吸粉电机采用可调频电器,可根据管径大小随意增减风力
3.1.4、加大燃烧炉和回火炉热能功率,内胆采用ICr18Ni9Ti5mm不锈钢板。
3.1.5、传动系统采用固定滑道定时计量平稳输送
3.1.6、喷粉机架采用轨道进退装置,保证全自动无误差控制。
4、热喷浸涂工艺流程详解(含焊管、镀锌管)
4.1、钢管(杆)前处理:
对钢管进行喷砂、除去氧化层,一般极少量油污及少量灰尘不必清除(在300℃以上的预热炉里会基本分解),用高压空气或高压水柱进行清洗,掺金属钝化剂作清洗钝化处理。焊管制管后24小时内不用喷砂处理。
4.2、预热炉(高温加热):
预热炉(高温加热)掌握在260℃-320℃之间,根据口径及壁厚不同予以调整,受空气流通散热的影响,管材(杆)的两端温度应高出中间20℃,预热时间为2分钟,管材内预热炉内的运行可调速度为0.047厘米/秒-0.867厘米/秒。
4.3、浸涂:
浸涂的时间范围:下管(杆)及移拢供粉筒4-10秒
供粉时间4-10秒
吸粉时间10-25秒
移开及上管(杆)5-10秒
间隙时间27-65秒
累计整个周期:50-120秒
其中管(杆)的温度、供吸粉时间是整个工艺的关键所在。
4.4、风机及旋风分离器:
4.4.1、风机的全压8000-12000帕,对于大口径管要求风机的吸力达到全压的55%,风机的出风量为1600-2400立方米/小时。
4.4.2、旋风分离机共两个,一个为右旋式切线进入,一个为左旋式切线进入。喷粉时,采用锁气出粉法使风机连续运转。
4.5、浸涂:
浸涂的温度160℃-180℃,时间为2-3分钟,如发生温度略高现象会导致涂层变色,但一定范围内附着力却会增加。
4.6、后处理:
管子出浸涂炉后,立即用高压空气,将管内余热吹掉,以免涂层变色。
4.7、生产工艺流程简图
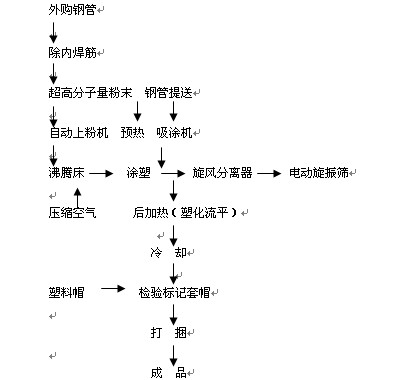
详见附图一
5、超高分子量聚乙烯防腐抽油管(杆)生产线基本技术原理简介
5.1、超高分子量聚乙烯——附着力增强
5.2、超高分子量聚乙烯热熔软化——吸附力增加
5.3、热喷浸涂——内涂敷的最佳方法
5.4、供粉供气及时置换——涂层厚度均匀的保证
6、本涂敷技术是参考以下发达国家基础上开发、改进
6.1、超高分子量聚乙烯制粉技术——德国
6.2、热喷浸涂技术——日本
7、本技术的先进性:国际领先、国内空白。
8、涂塑机重要机组材质报告
|
编号 |
名称 |
数量 |
材质 |
|
1 |
高频加热炉 |
2 |
优质配套 |
|
2 |
吸涂机 |
1 |
优质钢 |
|
3 |
浸涂床 |
1 |
优质不锈钢 |
|
4 |
喷粉阀 |
全套 |
优质钢 |
|
5 |
喷粉机架 |
2套 |
优质钢、立柱、单面进退装置、采用气动泵 |
|
6 |
传运滑道 |
全套 |
固定滑道定时计量平稳输送 |
|
7 |
控制柜 |
1套 |
电气集中控制 |
|
8 |
鼓风机 |
2 |
优质钢 |
如果你想提交意见或一般产品查询,或者你找不到你要找的产品,请随时联系,通过电子邮件、电话或传真给我们。
合作方式:□全程跟踪、技术支持、为用户量身定作
□异地投资
□技术转让
要了解更多详情:请联系电话: 0513-82268038 13906279001


